黄石6T燃煤供热锅炉厂家 中正锅炉紧急事故应急处理培训
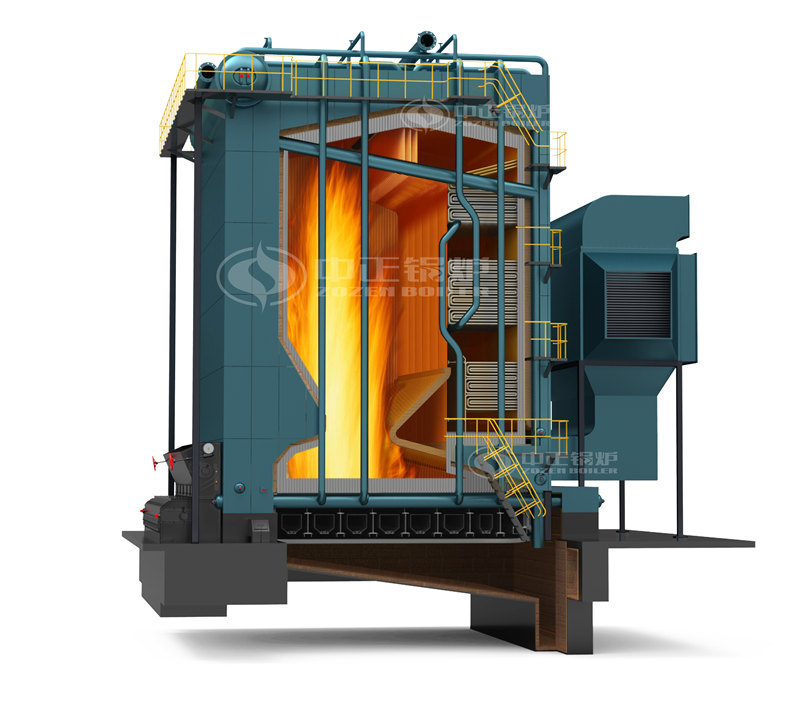
燃料经燃烧器点燃后,形成的火炬充满在圆盘管内,并通过盘管壁传递辐射热,此为第一回程。燃烧产生的高温烟气在后炉门处汇聚,转向进入第二回程,即对流管束区,经对流换热后,烟气温度逐渐降低后至前炉门,并在此转向进入第三回程管束区,随后经节能器进入烟囱排向大气。

胀接质量要求管端内壁应平滑不得有起鳞和拆叠等现象管端翻边部分应均匀圆滑呈现现喇叭口状翻边角度为12—15度不得有裂纹胀口内壁由圆柱部分转入翻边部分不应有明显的翻边交线翻边根据倾斜处贴紧管孔壁面胀口内壁胀大部分过渡到未胀部分应均匀平滑不得有切口和沟槽。胀口不得有偏挤现象。胀口数量序号名称规格根数胀口数1对流管φ51×34088162前后水冷壁管φ51×348483连接管φ60×合计468876过热器、省煤器、空气预热器安装1过热器安装过热器为两级过热器蛇形管规格为φ38×5材质为低温段20#钢高温段为15CrMo。合金钢部件安装以前作光谱复查。集箱安装前进行检查划线蛇形管安装前应在校验平台上进行校正校正完后应逐根进行通球试验并做好相应的记录。以上几项完成后依据图纸进行安装其安装尺寸偏差应符合《电建规》锅炉篇的要求。
风机的检查与启动按规程启动风机如出现有异常的响声及振动现象就应立即停机查明原因并消除后方可再次启动。风机的动态测试风机在最小出力工况运行检查轴承的润滑、温度情况有无异常响声各部分的振动、温度应正常方可转换吸风机到额定工况运行。首次启动风机达全速后用事故按钮进行停机试验一次。风机的第二次启动后应先维持空载试转1小时。此时应记录风机的启动时间、空载电流、轴承的振动值与温度等情况。调整调节挡板的开度并在开度为20%、30%75%的工况下稳定运行记录此时系统的各项参数。值在允许范围内此时分部试运可告结束。
黄石6T燃煤供热锅炉厂家,锅炉脱硫系统锅炉在燃用含硫量较高的燃料时脱硫是通过炉前螺旋给煤机向炉内添加0-2mm的细粒石灰石来实现的现由燃料添加)由于本燃烧系统采用低温燃烧该温度区对脱硫最有利。细粒石灰石在高流化风速下在整个炉膛内与烟气充分混合接触又经分离器和返料器多次循环利用石灰石利用率高脱硫效率高。煤中所含硫分在燃烧后被固化在炉渣中随炉渣排出。
锅炉充压防腐法若停用时间在2—3天以内可采用充压方法。停炉后自然降压连排可暂不解列)。当锅炉压力降至8MPa时联系化学化验水质若水质不合格应进行换水待炉水合格后关闭定排一、二次门及总门解列连排。锅炉压力在0.5MPa以前炉水必须合可格。当锅炉压力0.5MPa以上过热器管壁温度200℃以下时可向炉内上水进行充压。防腐压力一般保持在0Mpa0MPa最高不超过8MPa最低不低于0.5MPa。因某种原因压力降至0.5MPa以下压力到零)时必须重新点火升压至0MPa后按上述规定重新。充压后做好记录通知化学化验溶解氧。
中正锅炉全天候、全过程、全方位、全身心的服务体系赢得了广大客户的好评,但质量与服务的提升没有终点,中正人坚决不停步,不松劲,“质量万里行”,期待我们再出发,黄石6T燃煤供热锅炉厂家。
相关文章
-
无相关信息