孝感六吨燃煤供热锅炉厂家,中正锅炉投入大量科研力量优化升级低氮冷凝锅炉获得显著成效

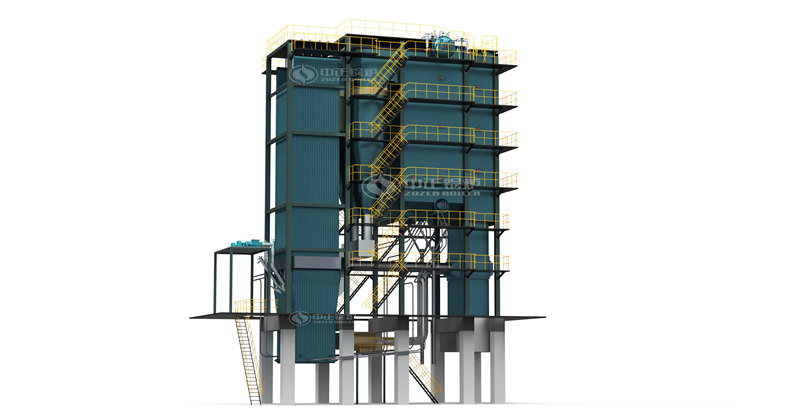
中正SZS系列燃油/燃气热水锅炉为D型布置结构,右侧为炉膛,左侧为对流管束;通过下锅筒中间和两端的活动支座固定在本体底盘上,并保证锅炉整体向两端膨胀。炉膛四周为膜式水冷壁,炉膛左侧的膜式水冷壁将炉膛与对流管束完全密封隔开,对流管束区后部为拉稀的错列结构,前部为顺列结构,炉膛燃烧产生的烟气从炉膛尾部的出烟口进入燃烬室、对流管束区,然后从锅炉左侧前部转向进入螺旋翅片管节能器,最后进入烟道排入大气,孝感六吨燃煤供热锅炉厂家。
炉墙主要间隙允许偏单位mm序号部位允许偏差水冷壁管中心与炉墙表面距离+20-102过热器、省煤器管中心与炉墙表面距离+20-53汽包与炉墙周围间隙+10-54折烟墙与侧墙表面间隙+55砖砌炉墙穿墙部位的受热面管与炉墙间隙+10注由于钢结构和受热面安装的累计偏差致使达不到允许偏差要求时以不影响膨胀为主可使炉墙与管外壁净距适当减少但不得小于5mm。耐火混凝土施工1耐火混凝土施工前应按设计规定的配比制成试块经有资格的检部部门检验符合要求后方允许施工。耐火混凝土在施工中应在现场取样进行常温耐压强度等级和残余抗压强度等级的试验以鉴定施工质量。耐火混凝土配比允许偏差应符合下列要求1水泥和掺和料±2%粗、细骨料±5%耐火混凝土采用的钢筋材质和规格应严格按设备技术文件的规定钢筋和埋入混凝土中的铁件应清除油污及灰渍并涂沥青。
对焊接的技术要求铝母线气焊采用301#或302#纯铝焊铝焊粉。铜母线气焊可采用201#或202#紫铜焊条铜焊粉或硼砂。为节约材料亦可用废电线芯或废电缆芯线代替焊条但表面应光洁无腐蚀并须擦净油污方可施焊焊口处根据母线规格留出1—5毫米间隙然后由工施焊。焊缝应对口平直不得错口。必须对面焊接焊缝应凸起呈弧形除允许剔掉个别多余的焊瘤外焊缝不得锉平。焊缝不得有裂纹、夹渣、未焊透及咬肉等缺陷。焊完在未冷却前用足量的水洗净焊药。母线的螺栓连接。铜、铝线钻孔尺寸及螺栓规格应相符。母线采用螺栓连接时垫圈应选用专用厚垫圈并必须配齐弹簧垫。螺栓、垫圈及弹簧垫必须用镀锌件。螺栓长度应考虑在螺栓紧固后能露出螺母外5—8mm,孝感六吨燃煤供热锅炉厂家。
热力设备及管道保温锅炉水系统、采暖水系统管道均采用离心玻璃棉管壳保温当管径DN≤200时保温层厚度为50mm当热水管管径DN>200时保温层厚度为70mm保温保护层采用镀锌铁皮。烟囱采用YBS-YF型不锈钢预制烟囱保温材料采用岩棉厚度为50mm。锅炉排污、取样、排气等人不可能触及的管道采用离心玻璃棉管壳保温厚度为60mm外缠玻璃丝布并刷环氧树脂两道。锅炉供热系统分、集水器的保温采用80mm厚岩棉制品保温采用镀锌铁皮进行保护。保温结构及做法参照国标《管道及设备保温》98R418。
蒸汽管道水冲击在锅炉并汽时并汽前没有很好疏水和暖管有水或湿蒸汽进入管内疏水管的位置不对或疏水系统设计不合理无法疏水均可能导致蒸汽管道水冲击。当发生蒸汽管道水冲击时应开启锅炉的对空排汽门和各部疏水门通知汽机值班人员开启主汽门前疏水门。根据汽温下降情况适当关小减温水门。锅炉并炉时发生水冲击应停止并炉。联系检修处理不牢固的支吊架修改不合理的疏水系统。
中正锅炉始终坚持为用户提供,方便节能的科技创新理念,愿与更多有科技需求的企业携手,为重返蓝天碧水而努力,孝感六吨燃煤供热锅炉厂家。
相关文章
-
无相关信息