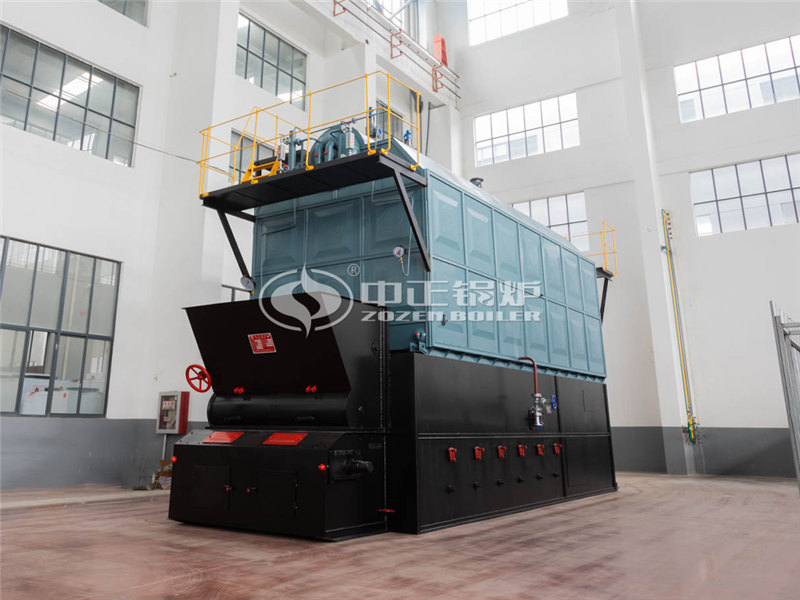
台州25T燃煤供热锅炉厂家 中正燃气锅炉操作说明
中正SZS系列燃油/燃气热水锅炉为D型布置结构,右侧为炉膛,左侧为对流管束;通过下锅筒中间和两端的活动支座固定在本体底盘上,并保证锅炉整体向两端膨胀。炉膛四周为膜式水冷壁,炉膛左侧的膜式水冷壁将炉膛与对流管束完全密封隔开,对流管束区后部为拉稀的错列结构,前部为顺列结构,炉膛燃烧产生的烟气从炉膛尾部的出烟口进入燃烬室、对流管束区,然后从锅炉左侧前部转向进入螺旋翅片管节能器,最后进入烟道排入大气。
安全阀安装前进行定压试验将安全阀在试验台上进行开启压力和控制压力度验并做标记。焊接探伤本锅炉为双锅筒横置式蒸汽锅炉锅炉受热面承压管子的连接方法是单面V型坡口对接接头熔化焊的焊接结构为了确保焊接质量优良特制定如下施工工艺。施焊前的准备工作。原材料的复验及验证性试验。首先根据锅炉厂的“产品质量证明书”对受元件的材质在施工前进行复查包括主体和焊材从材料的质保书、制造厂的化验章、元素含量、机械性能衡量其用钢是否符合计要求对可疑的部件进行抽样复查。锅炉本体上使用的各类管子在使用前要有材质合格证按照《电建规》锅炉机组篇和装箱单对部件进行地全面清点进行100%的外观检查管子如有重皮、裂缝不得使用管子表面的凹坑、裂痕等局部缺陷不得超过管子壁厚的10%检查结果必须符合材质合格证纸设计条件和证明书的要求。
在固定顶上应设置栏杆、踏步板(或防滑条)以便于到水箱顶上操作。栏杆结构应能承受作用在顶部任意点、任何方向上1000N的集中荷载。所有内部管件应采用法兰与本体联接并考虑到检修和部件更换的便利条件内部部件的材质均应符合规定要求紧固件等应同内部管件材质相当。内部部件应固定及加固能承受水流的冲击。
省煤器省煤器系II级布置。采用螺旋鳍片管省煤器。均为Ф32×4的20G无缝钢管弯制的蛇形管给水沿蛇形管自下而上与烟气成逆向流动。螺旋鳍片管共45排顺列布置横节距70mm横向节距100mm由省煤器管支架支撑在空心梁上。为保护省煤器在汽包和下级省煤器之间设有再循环管道以确保锅炉在启动过程中省煤器管子的水能进行自然循环。锅炉尾部烟道内的省煤器管组之间均留有人孔门和足够高度得空间以供检修之用。省煤器入口集箱设置牢靠的固定点能承受主给水管道一定的热膨胀推力和力矩,台州25T燃煤供热锅炉厂家。
台州25T燃煤供热锅炉厂家,水冷壁管损坏水冷壁管损坏时汽包水位低严重时水位急剧下降给水流量不正常的大于蒸汽流量蒸汽压力和给水压力下降。燃烧室变正压并从炉内喷出烟气轻微漏泄时燃烧不稳床温波动。水冷壁管爆破时有明显的响声严重时锅炉灭火排渣管内有水流出且各段烟温下降。水冷壁损坏的原因锅炉给水质量不良炉水处理不合理化学监督不严未按规定进行排污致使管内结垢腐蚀检修或安装时管子被杂物堵塞致使水循环不良引起管壁过热产生鼓包和裂纹锅炉严重缺水时使水冷壁过热爆破运行人员调整不当烟速过高造成管壁磨损漏管子安装不当制造有缺陷材质不合格焊接质量不良。水冷壁损坏的处理水冷壁管发生爆破不能保持汽包水位时应立即停炉、保留引风机高压风机运行排除炉内的烟气和蒸汽停炉后立即关闭主汽门。提高给水压力增加锅炉给水如损坏严重致使锅炉汽压继续降低给水消耗过多经增加给水仍看不到水位时应停止给水。处理故障时须密切注意运行炉的给水情况如故障炉的给水影响到运行炉的给水时应通知汽机投入备用给水泵仍不能保证运行炉的正常给水时应减少或停止故障锅炉的给水。在故障锅炉的蒸汽基本消除后方可停止引风机高压风机的运行。

台州25T燃煤供热锅炉厂家,面对不断升级的技术革新,中正锅炉和众多司炉人员一样,保持着永不停止的前进步伐,这也是中正锅炉在一次次大浪淘沙中,能够胜出的秘密所在。在不远的未来,中正锅炉在全球工业锅炉行业更将大有可为。
相关文章
-
无相关信息